 Resurfacing hlavy válců – získání správného povrchu
Resurfacing hlavy válců – získání správného povrchu Kromě netěsnosti těsnění hlavy válců tedy existuje mnoho dalších důvodů pro obnovu povrchu hlavy válců:
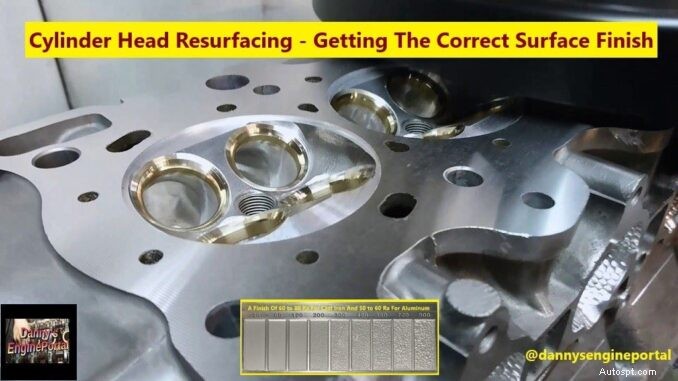
Aby těsnění hlavy správně těsnilo, vyžaduje povrchovou úpravu, která je v doporučeném rozsahu.
Specifikace se liší v závislosti na typu těsnění hlavy. A pokud je povrch příliš drsný nebo v některých případech příliš hladký, těsnění nemusí správně těsnit. Vyhledejte tedy navrhované specifikace pro konkrétní motor a/nebo konkrétní typ těsnění hlavy.
Nástrojové bity (CBN) nebo (PCD) mohou poskytnout nejlepší čísla Ra, ale:
Dnes potřebujete hladší povrchy, které vyžaduje mnoho dnešních hliníkových hlav a těsnění. V důsledku toho musíte při obnově povrchu hlavy válců použít správnou kombinaci posuvu stolu a (RPM). To vyžaduje stůl s proměnnými otáčkami a/nebo vícerychlostní nebo variabilní frézovací hlavu.
Zvýšením otáček (RPM) řezné hlavy a/nebo zpomalením rychlosti posuvu dosáhnete hladšího dokončení. Doporučujeme rychlost posuvu 2 palce za minutu při 1 000 ot./min. na frézce.
A s dvoubřitou frézou (hůře indexovatelná, ale lepší) dosáhnout povrchové úpravy 12 RA. Pro frézování hliníku se obvykle doporučuje karbidové nebo (PCD) nástroje. Zatímco pro frézování litiny se doporučuje karbid nebo (CBN).
Pro těsnění hlavy (MLS) jsou tedy vyžadovány velmi hladké povrchy. A hladší je obecně lepší (až do určité míry) pro většinu těsnění. Protože zlepšuje těsnění za studena, ale existuje limit. Většina výrobců těsnění tvrdí, že povrch by neměl být hladší než 30 RA u bezazbestových nebo grafitových těsnění hlavy.
Je to kvůli boční podpoře těsnění z hlavy a bloku. A to je další velmi důležitý fakt, když se provádí jakákoli renovace hlavy válců. Když je hlava přišroubována k bloku, kov na obou stranách se zakousne do těsnění. A to je to, co pomáhá držet jej na místě.
Ale nechcete příliš kousat, když je hlava hliníková a blok je litinový. Kvůli bočním smykovým silám, které jsou výsledkem roztahování a smršťování hliníkové hlavy. Přesto je nutná podpora, aby spaliny ve válcích nezdeformovaly těsnění. Výsledkem je profouknutí těsnění hlavy.
Čistý, plochý a hladký. Tato tři slova popisují povrch při jakémkoli obrábění, nejen hlavu a blok. Ale jak čisté, ploché a hladké povrchy skutečně musí být? Záleží na aplikaci.
Jedna věc, na kterou je třeba dávat pozor, je použití čisticích rozpouštědel nebo chemikálií na odstraňování těsnění. Především proto, že zanechávají zbytky na povrchu. Zbytek může interagovat s povlakem nebo materiály v těsnění hlavy. V důsledku toho to vede k předčasnému selhání těsnění.
Některé obchody a opraváři používají brusnou podložku ve vzduchové vrtačce nebo nárazníku k obroušení zbytkového materiálu těsnění. Je to rychlý a snadný způsob, jak odstranit stará těsnění. Je to také riskantní, protože existuje riziko odstranění velkého množství kovu. A zanechání deprese, kterou bude těžké utěsnit. Způsobuje netěsnosti a možné přehřátí motoru.
Pokud jde o pásové broušení, může to být skutečná úspora času. Protože hlavy a další díly nemusí být namontovány v přípravku. Ale renovace hlavy válců s řemenem odpadl. Protože to není tak přesné jako frézování nebo broušení a příliš se spoléhá na jednotlivého operátora.
Pásové broušení je tedy lepší pro úklidové práce a renovaci těžko upínacích dílů, jako jsou rozvody a kryty rozvodů.
Takže když provádíte jakoukoli renovaci hlavy válců, musí být perfektní. Protože nemůžete očekávat, že získáte vysoce kvalitní povrchové úpravy, pokud jste ignorovali své vybavení. A suché frézování nevyžaduje žádnou chladicí kapalinu, takže není potřeba žádná chladicí kapalina udržovat.
